こんにちは、株式会社テクノソリューションズ名古屋営業所の玉川です。
今回は、弊社取扱いの3Dプリンタ「MARK TWO」を使い、2022年9月から販売が開始された
新マテリアルのTPU(熱可塑性ポリウレタン)でスマホケースを造形してみましたので、その様子をご紹介します。
3Dプリンタのマテリアル「TPU」とは?
TPU、正式には「Smooth TPU 95A」という材料名です。
柔軟で衝撃吸収性の高いパーツを製造するために使用される、ゴム状マテリアルであり、工業用品としてガスケット、シール、ショックアブソーバー、ホース、駆動ベルトなどに使われる、数少ない材料のひとつです。
一般的にFDMプリンタではエラストマー系の材料、特にTPUは造形しにくい材料とされております。
ゴムライクで柔らかい材料がゆえに造形物が歪んだり、ノズルが詰まったり、フィラメントを押し出すギアに絡んだり、、、
という不具合が発生することがあります。
そのような不具合を発生させないためには、最適な温度設定、専用のノズルの使用、プリントスピードを最適化したりするなどの対策が必要となります。が、
「Mark Two」なら難しい設定・調整は不要!
ノズルは従来のプラスチック用ノズルをそのまま使い、樹脂の温度設定、もちろん造形スピードもMARK TWOにすべてお任せ。
注意するポイントとしては、それまで使っていた材料の「Onyx(オニキス)」をノズルから取り除く点です。
この作業は専用のコンポジットパージキットを使って行いますが、操作方法はタッチパネルに画像付きで順番に表示されますので、どなたでも簡単に操作できるはずです。

「TPU」で造形する前に大事なクリーニング!
それでは早速、作業してみたいと思います。
基本的な操作は、Markforged社の「Getting Started with Smooth TPU」を見ていただければ分かりますが、
このブログでは実際に造形トライを行って気付いた点やコツ等も盛り込んで、皆様へご紹介させていただきます。
まずは材料選択の画面で「Smooth TPU」(以下=S-TPU)を選択。
Black もしくは White の色選択を行い、材料をロードします。
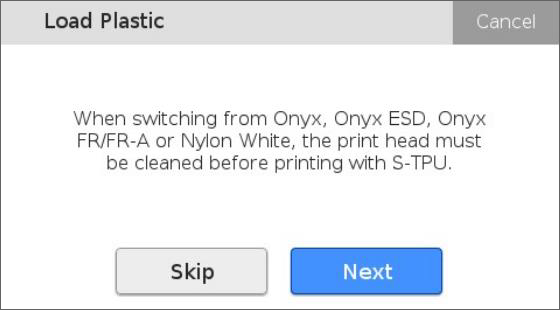
通常ですと、このまま材料をロードして造形が始まります。
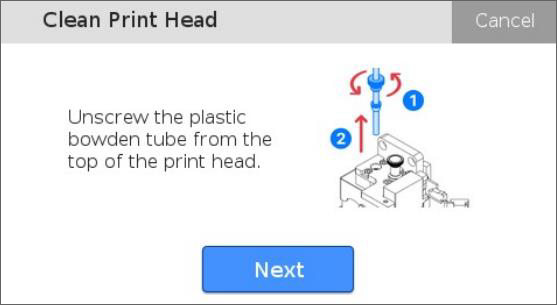
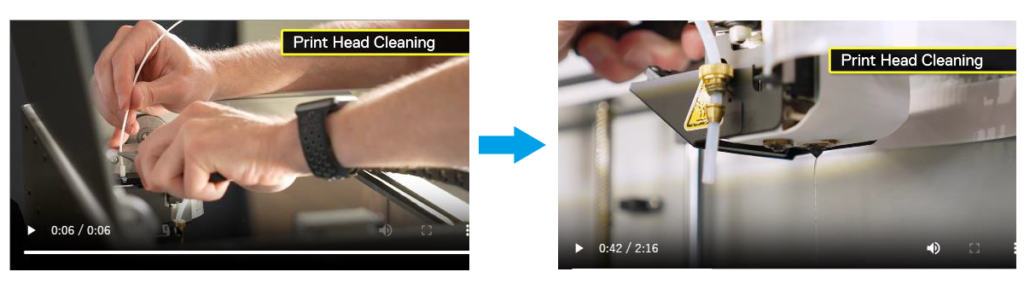
しかしS-TPUの場合はこれからクリーニング作業が始りますので、まずはプリントヘッドの上部からボーデンチューブを取り外します。
※注 これから何度か取り外し作業があるので、プリントヘッドやボーデンチューブに負荷が掛からない様にして下さい。
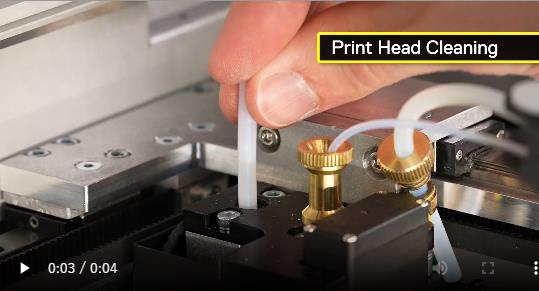
専用のコンポジットパージキットより、フィラメントガイドをプリントヘッドの上部に挿入します。

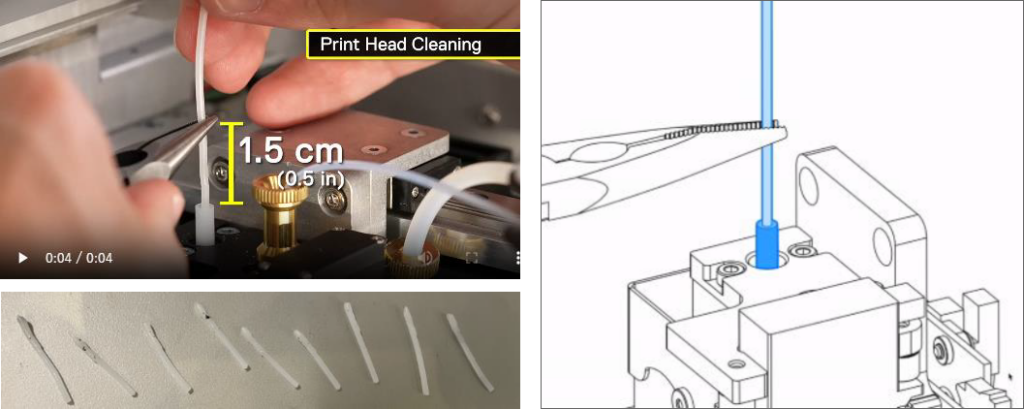
続いて、パージフィラメントの材料から腕の長さ分を切り取ります。
(下記英語の説明画面を見て頂くと分かるとおり約50cmを切るとあります。推奨はしませんが、今回は30cm程度の長さでやってみても問題ありませんでした。)

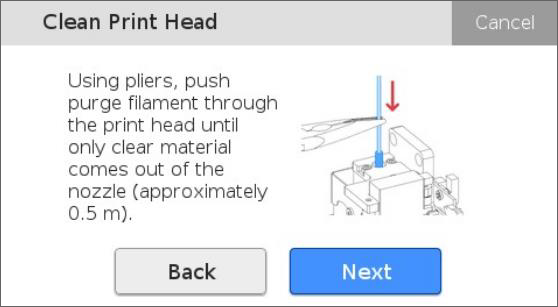
プライヤーでパージフィラメントを押し込み、残り上部に 15cm 残るまでまでノズルから排出し続けます。
(説明では50cm-残り15cm=35cm排出し続ける計算となりますが、今回は30cm-残り15cm=15cmでやっています。)
あとは1.5cmの長さで押し込んでは外し、切るという作業を繰り返します。フィラメント先端に劣化した物質、汚れが無くなるまで5 回~10回繰り返します。
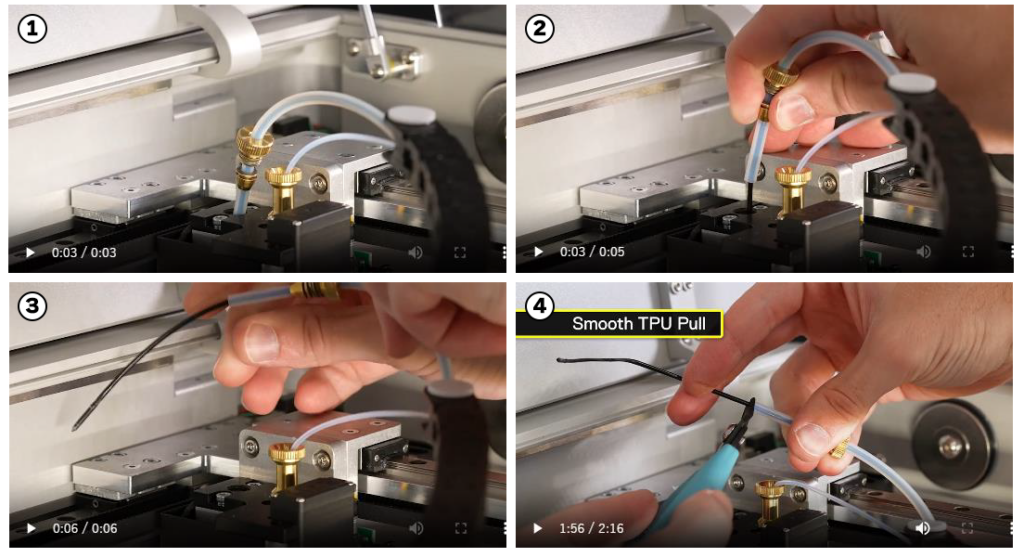
素材をロードしたり、S-TPU印刷の度に「S-TPUプル」という作業が必要です。
(ノズル温度が220℃から120℃まで下がります。下がった状態で、ノズル内の最終的に残った異物などを樹脂に絡めて取り除く作業をしています。「S-TPUプル」はクリーニング作業の中でも重要工程です。)
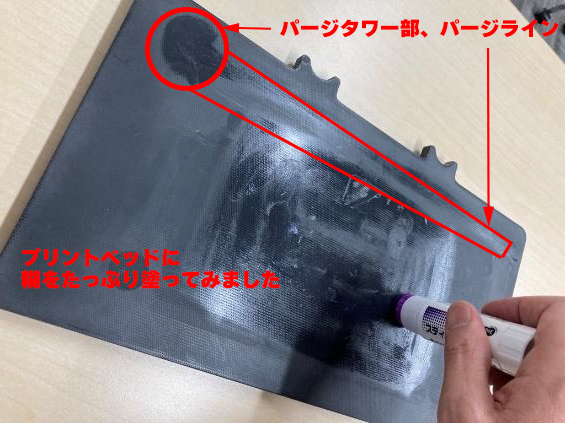
造形を始める前に、プリントベッドに糊を塗る作業を行います。
S-TPUは Onyx よりプリントベッドへの接着強度が弱いため、縦と横方向2層の塗布が必要です。
(説明は2層塗布となっていますが、今回は更に多めに3層~4層とたっぷり塗ってみました。暑い時期はすぐに糊が蒸発してしまい、反りの原因にもなるためです。Eiger設定時は反り防止のため、必ずブリム(つば)を付けて下さいね。 パージタワー部、パージラインの塗布もお忘れなく!!)
「TPU」で造形した、スマホケース!
こちらが、実際に造形してみたスマホケースです。
今回造形したもの以外にも、お客様からご依頼頂いたサンプルも何点か造形しましたが、 すべて無事造形できました!
(失敗はなかったです。)


◎造形する前のクリーニング、S-TPUプルで15~20分程要しますが、連続して2個目以降はS-TPUプルだけでOKです。
◎S-TPUからOnyxへ戻す場合は、そのままOnyxをロードして下さい。なぜかというと、Onyxの造形温度275℃でS-TPUの 220℃より上回り、Onyxのナイロン繊維がノズル内に残ったS-TPUを綺麗に掃除してくれるからです。
◎Onyx Pro (Gen 2)及びMark Two(Gen 2)のDesktop Series、X3(Gen 2)及び X7(Gen 2)のIndustrial Seriesと操作方法は互換性があります。
皆様、「S-TPU」ぜひ一度お試しください!!
\MARK TWOの実機を見てみたい、S-TPUを使ったベンチマークをしてみたい方/
より詳しい情報が知りたい、導入前のベンチマーク造形や導入時のコストを試算したい等ございましたら、
ご気軽に当社までお問い合わせください。弊社の3Dプリンタお問い合わせフォームからご連絡をお願いいたします↓
